
假如,摆在你面前的,有两辆国产品牌的纯电动车。一辆用的是韩国厂商的电池、欧美厂商的电机,与加拿大代工厂合作生产。另一辆,核心零部件供应商中有超过八成都是国产的,包含自有公司旗下或国产自主供应商。那么,你会选择哪一辆呢?
核心技术这件事,不止是汽车行业里常常被讨论,在任何工业产品中都容易引起争议。前两年,网上盛传一个故事——“每年产几十亿支圆珠笔,但笔头和珠芯的材料80%以上是依靠国外进口。”
今天我们都在说电动化,是中国汽车产业“弯道超车”的机会。但电池、电机、电控为核心的三电技术,我们真的掌握了所有关键性材料和生产工艺吗?
国产电动车,可别再像燃油车一样重蹈覆辙。
一、被忽略的电机
“你们这车用的哪家的电池啊?”——这是如今的消费者,在选购新能源汽车的时候,问得最多的问题。要知道,动力电池在三电系统(电池、电机、电控)中是成本占比最高的,并且会直接影响产品的最终性能表现,所以是用户购车考虑的关键因素。
现阶段,无论是自主品牌还是外资品牌,都争相采用中国产的电芯。
据能源市场调研机构SNE Research的数据,今年上半年,宁德时代的市场占有率为29.9%,位居全球第一。LG能源解决方案的市场占有率为24.5%,位列第二。此外,比亚迪位列第四,中航锂电、国轩高科分别排在第七和第八。
在动力电池领域,形成了中日韩争霸的铁三角局面,中国有5家企业上榜,韩国3家,日本2家。其中,中国5家企业的市场份额为43.2%。
但事实上,动力电池只是汽车上的储能单元,驱动车辆最核心的零部件,是电机所在的电驱系统,但它却往往被外界忽视。

电动汽车的电驱动主要由电机、减速器和控制器三部分组成。其中,最重要的零部件就是电机,别看它成本只占汽车成本的约10%,相比之下电控成本约占总成本的11%,电池成本约占总成本超40%。但是车辆的最高车速、加速时间、爬坡能力等整车性能,与驱动电机有着密切的关系。
市面上常用的驱动电机,主要是感应异步电机和永磁同步电机两种。
简单来说,永磁电机能保证更长的续航能力,感应电机则能保证更强的性能表现。所以国内中低端电动车,大部分会选用永磁同步电机,实现更长的续航里程。而偏高端电动车则更乐意选用感应异步电机,来满足更强的动力性能。
但也有一种方案——“前感应异步,后永磁同步”的驱动方案,既保证了长续航,又保证了高性能。在特斯拉Model 3的双电机四驱版上,以及蔚来的中高配车型上都采用了这种“混搭配方”。
可以说,电机和电池的发展多少有些类似。一方面,是两种技术路线共存,动力电池是三元锂电池、磷酸铁锂两分天下,感应异步电机和永磁同步电机也几乎类似。另一方面,是新材料开始逐步推动技术变革,引导产品进步。
石墨烯、硅基材料,成为动力电池迈入下一个时代的关键技术。而在驱动电机上,碳化硅成为能耗、性能、续航等指标上升的关键材料。
二、国产供应链待崛起
碳化硅,是最典型的第三代宽禁带半导体材料,具有开关速度快,关断电压高和耐高温能力强等优点。而在电动汽车上,电机驱动、电池管理中的每一次电流转换都要消耗能量,而碳化硅器件就能够最大化保证电池输出的能量的利用效率。
遗憾的是,目前,碳化硅功率模块的完整产业链,并非由中国自主控制。
“这个模块本身现在还是进口的,因为中国现在还不具备这样的产业链,最上级的衬底材料是Cree,在韩国工厂做的晶圆,到马来西亚做的模块,然后再发到中国来,然后在我们的南京工厂进行压装,是这么一个工艺路径。”蔚来电驱动和电池工业化高级副总裁曾澍湘表示。
简单来说,碳化硅功率器件的制备过程包含了:SiC粉末合成、单晶生长、晶片切磨抛、外延(镀膜)、前道工艺(芯片制备)、后道封装。其中,被卡脖子的工艺就是——“单晶生长”。
传统硅晶圆的制作技术已经非常成熟,原材料只需要加热到1400℃左右就可以熔化,然后再进行一系列操作制成晶圆。
但是,碳化硅的制作则要低效得多,需要将原材料加热到2800℃左右。碳化硅从熔点、导热性、惰性来讲,是一种非常难以制造的材料,到目前为止,长晶成品率不足50%,还有大量的空间要改善。
全球碳化硅产业格局呈现了美国、欧洲、日本三足鼎立的态势。
美国企业占据全球碳化硅产量的70%-80%,代表公司是科锐(现在更名为Wolfspeed Inc);欧洲拥有完整的碳化硅衬底、外延、器件以及应用产业链,代表公司是英飞凌、意法半导体等;日本则在设备和模块开发方面处于领先,以罗姆半导体、三菱电机、富士电机为代表。
车企在碳化硅的产业链上,参与度并不高。最早,是特斯拉在Model 3的双电机版本的前后电机控制器重,使用到了碳化硅模块。再往后,就是比亚迪在汉EV四驱高性能版本上也用到了该技术,使得其百公里加速进到了3.9秒。
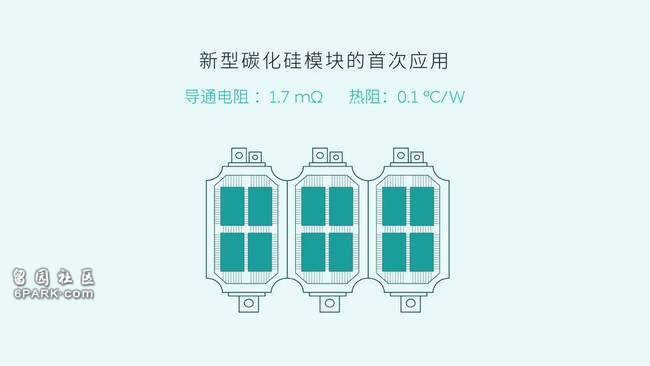
除此之外,蔚来ET7也将搭载碳化硅电驱动系统——这套系统,搭配了前永磁电机180kW,后感应电机300kW,是蔚来首次应用的SiC碳化硅功率模块。它帮助ET7实现了更强的加速和和更长的续航。
ET7的百公里加速3.9秒,是蔚来旗下加速最快的车型。而且在搭配150kWh电池包的情况下,综合工况续航里程数值超过1000公里。
碳化硅的应用对续航和加速的影响,只是表面数据,蔚来更希望强调的是其自研和工程能力。曾澍湘说:“全栈的制造,电机装配、电机绕线、工艺控制器的生产装备我们都有,这些也都是很少见的,这三个核心零件都具有自我制造能力,也是全球唯二有这样的生产制造能力。”
实际上,当前行业内200kW以上的大功率电机逐步成熟,外部供应链也相对齐全,绝大部分国产车企都会选择采购,这样低成本的方式。
曾澍湘则认为,首先,蔚来的定位的高性能电动车,对性能追求比较高,所以对电驱的要求就比较高,想通过外部购买成熟的产品不太容易;此外,如果只是做一种后期验证性的开发,就可能要在产品上做一些妥协,而蔚来通过全段能力的研发建设,可以在供应链和产品设计中增加自由度。
“行业的研发资源是紧缺的,如果是外购,你的合作伙伴工程资源能不能保证,实际上整个行业缺什么?比如缺16000转速以上的测试平台,大家都在打架,好歹我们自己有一点,不用全部依赖外部。”曾澍湘说,“这就可以增加自由度,保证蔚来的产品差异化和产品的投放时间。”
碳化硅功率模块就是最好的例子,曾澍湘说,如果自身没有研发资源,就要等到别人做成逆变器以后,或者电驱总成以后才能买,“但今天货架上没有碳化硅具备量产工艺的电驱总成或者控制器,我们是自己上手把这个做出来,能比大多数的友商至少早半年到一年。”
三、别光盯着动力电池
纯电动车的竞争,已经从原来的电池续航竞赛,转移到更高一层的竞争。业内有这么一个共识,碳化硅是打开电动车800V平台大门的钥匙。
所谓的800V电压平台,早在2019年就在保时捷Taycan上就已经实现大规模量产,不过当时Taycan上的800V平台并没有完全应用SiC器件,在功率模块上还是采用了硅基IGBT。
在保时捷Taycan之后,越来越多的车企宣布加入到高压平台的大军中,包括吉利的SEA浩瀚架构、比亚迪e平台3.0、通用UItium平台,以及前两天,小鹏汽车宣布将推出“中国首个配置有碳化硅芯片的800V高压的量产平台”。
以小鹏为例,在800V高压平台下,充电峰值电流大于600A,而电驱最高效率将大于95%,也就是充电5分钟即可实现200km的续航。而配套的480kW高压超充桩通流能力可以达到670A以上。
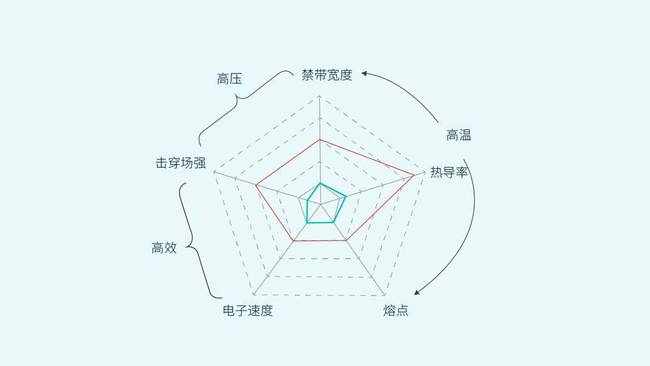
车企们在谈800V高压平台的时候,无一例外都会提到碳化硅。实际上,碳化硅材料,在当下几乎就是为800V高压平台而生的。因为在材料特性上,碳化硅相对于硅材料的主要具备了耐高压、耐高温、高频的优势。
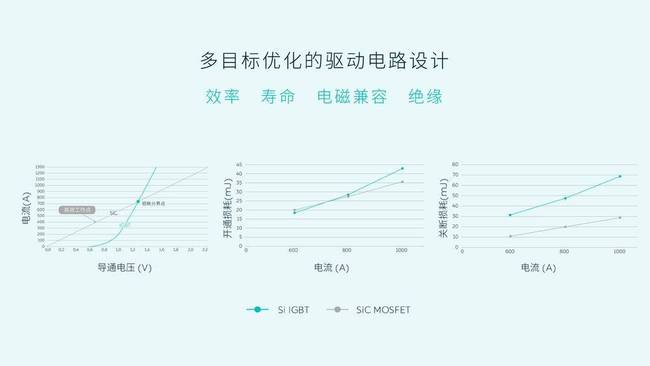
要知道,对于800V及以上高电压平台中,电机逆变器是最关键部件之一。但目前400V平台中搭配的逆变器基本采用硅基IGBT作为核心,随着电压提升,采用碳化硅器件的整体效率提升就越明显。
对于逆变器而言,800V高压平台下使用碳化硅MOSFET会比传统的硅基IGBT整体系统效率提高8%。与此同时,在相同功率前提下,采用SiC器件的模块尺寸和重量相比传统硅基模块大幅缩小,甚至可以令开关损耗降低75%。这对于轻量化与节能需求极大的电动汽车可以说是刚需。
如果说,动力电池解决的能源储存的问题。那碳化硅解决的是最根本的能源效率问题:更高效的电能转换效率,意味着更高的续航里程,更高的充电效率。
不过,针对蔚来的问题就来了,虽然采用ET7上的电机应用了碳化硅功率模块,那为什么它依旧是现在较为成熟的400V平台呢?
“蔚来现有的平台都是在400V的架构,主要与整车和电池都有一系列的匹配,在现阶段蔚来的平台当中都是400V才够。对于800V平台,蔚来电驱动和电池工业化高级副总裁曾澍湘回答道:“后期上不上800V还是请大家看发布会,以后会有越来越多新的产品,我们在储备这方面的技术,这是不用质疑的。”
据曾澍湘介绍,从2015年至今,蔚来在XPT电驱动系统先进制造中心上,累计投入研发达2.5亿元(不含研发薪酬和场地成本),包括车型匹配与开发验证相关的测试外包约1.3亿元、试验台架设备约9600万元、以及近3000万的各类软件工具费用。
作为对比,比亚迪是在2005年组建自身研发团队,投入重金布局IGBT产业。据财报显示,比亚迪半导体,在2018年、2019年、2020年研发投入为1.10亿元、0.97亿元和1.36亿元,占营收比例分别为8.2%、8.87%、9.42%。目前,比亚迪半导体,是国内唯一实现碳化硅三相全桥模块在新能源汽车电机驱动控制器中大批量装车的企业。
写在最后
新技术,往往都是利弊共存的。
中国科学院电工研究所研究部主任温旭辉指出,“虽然车用碳化硅控制器功率密度大幅提升、损耗明显下降,但快速开关带来的电磁干扰问题同样突出,因此宽频域电磁干扰预测及高密度电磁干扰滤波是今后的行业研究重点之一。”
另一个问题就是产能。有预测数据显示,按照特斯拉Model 3上所使用的器件全部更换为SiC后,平均2辆汽车就需要消耗一片6英寸SiC晶圆。
而如果特斯拉能达到2022年交付量100万辆的目标,那么仅特斯拉一家车企就消耗50万片SiC晶圆。要知道,目前全球SiC晶圆的年产能才约为40-60万片,这意味着一家车企就要消耗当前全球SiC晶圆的所有产能,这显然是不合理的。
当然,无论是电池技术中的固态电池,还是驱动电机中的碳化硅功率模块,引入新技术必然要有人敢于吃螃蟹,遇到问题解决问题,才能实现更大规模的量产。最终在规模化效应下,成本不断下降,性能和效率不断增强。
那么,量产碳化硅+800V平台,谁会是第一个吃螃蟹的人呢?


